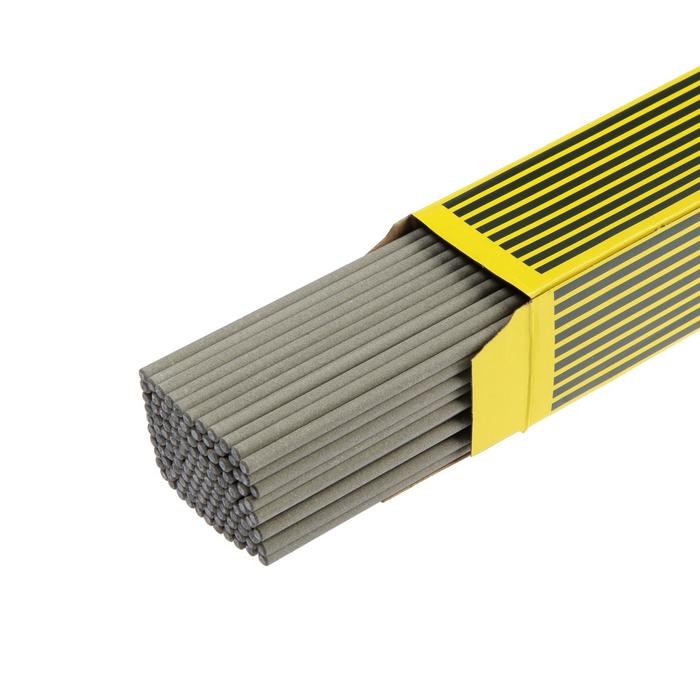
OK 61.80 OK 61.81 OK 61.85 ЦЛ-11 Электроды для сварки высоколегированных сталей 3,0 мм 1 кг ЗАО ЭЛЗ
0.00 ₽
Доступно для предзаказа
Доступно для предзаказа
0
Люди смотрят этот продукт прямо сейчас!
СДЭК


Доставка СДЭК на пункт выдачи
1-3 дня
от 500 ₽
Работаем с юр лицами, НДС, скидка от объёма, полный комплект документов, ЭДО. Цена по запросу.
Для сварки коррозионностойких аустенитно–ферритных сталей
Электрод ЦЛ–11-
|
Электрод для сварки коррозионностойких сталей аустенитного класса 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, AISI 321, 347 и им подобных, а также наплавки коррозионостойких слоев на поверхность сталей перлитного класса для изделий, применяемых в атомной промышленности. |
| Э–08Х20Н9Г2Б–ЦЛ–11–d–ВД E–2005–Б20 |
Обозначения по международным стандартам | ||||||||||||||||||||
|
ГОСТ 9466–75ГОСТ 10052–75 ТУ 1273–010–11142306–98 |
ISO 3581–А AWS A 5.4 |
E 19.9NbB20 E 347–15 |
|||||||||||||||||||
| Область применения | Положение свариваемых швов | ||||||||||||||||||||
| Для сварки ответственного оборудования из коррозионностойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, и им подобных, когда к металлу шва предъявляются требования стойкости к межкристаллитной коррозии. |
 |
||||||||||||||||||||
| Вид покрытия | основное | ||||||||||||||||||||
| Рекомендуемый режим сварки | ||||||||||||||||||||||
| Ток, А Постоянный обратной полярности | ||||||||||||||||||||||
| Положение швов | ||||||||||||||||||||||
| Диаметр, мм | Нижнее | Вертикальное | Потолочное | |||||||||||||||||||
| 2,0 2,5 3,0 4,0 5,0 |
40–60 50–70 70–90 130–150 150–180 |
30–50 40–60 50–80 110–130 120–160 |
30–50 40–60 50–80 110–130 – |
|||||||||||||||||||
| Химический состав наплавленного металла, % | ||||||||||||||||||||||
| Углерод | Кремний | Марганец | Никель | Хром | Ниобий | Сера | Фосфор | |||||||||||||||
| 0,05–0,12 | не более 1,3 | 1,0–2,5 | 8,0–10,5 | 18,0–22,0 | 0,7–1,3 | не более | ||||||||||||||||
| 0,020 | 0,030 | |||||||||||||||||||||
| Механические свойства (не менее) | ||||||||||||||||||||||
| Металла шва или наплавленного металла | Сварного соединения | |||||||||||||||||||||
| Вид т/о | Температура испытаний, 0C | Временное сопротивле–ние разрыву, МПа | Предел текучести, МПа | Относит. удлинение, % | Ударная вязкость, Дж/см2 | Временное сопротивление разрыву, МПа | Угол загиба, град | |||||||||||||||
| без т/о | 20 | 540 | 310 | 22 | 80 | 540 | 160 | |||||||||||||||
| Особые свойства: содержание ферритной фазы в наплавленном металле: 2,5–10 %, металл шва обеспечивает стойкость против межкристаллитной коррозии при испытаниях по методу АМУ по ГОСТ 6032. | ||||||||||||||||||||||
| Сертификация | ||||||||||||||||||||||
| Свидетельства НАКС об аттестации для групп технических устройств ГО, КО, МО, НГДО, ОТОГ, ОХНВП, СК (диаметры 2,5, 3,0 и 4,0 мм). | ||||||||||||||||||||||
Характеристики
| Вес | 1.000 кг |
|---|
Похожие товары


Сварочная маска Eurolux WM-1
Первоначальная цена составляла 1040.00 ₽.936.00 ₽Текущая цена: 936.00 ₽.